ESTRUTURA BÁSICA DE UM PROGRAMA CNC

Sua
linguagem é composta por um conjunto de códigos
formados por letras e números.
LETRAS
D Diâmetro da ferramenta
F Velocidade de avanço da ferramenta
G Códigos G (funções “Guidance” preparatórias)
F Velocidade de avanço da ferramenta
G Códigos G (funções “Guidance” preparatórias)
H Comprimento da ferramenta
I Centro de arco no eixo x
J Centro de arco no eixo y
K Centro de arco no eixo z
M Códigos M (funções “Miscelaneous” auxiliares)
N Numeração das linhas do programa (bloco)
O Número do programa (identificação)
R Raio de arcos de circunferência
S Rotação do eixo-árvore
T Seleção de ferramenta
X Eixo linear x
Y Eixo linear y
Z Eixo linear z
J Centro de arco no eixo y
K Centro de arco no eixo z
M Códigos M (funções “Miscelaneous” auxiliares)
N Numeração das linhas do programa (bloco)
O Número do programa (identificação)
R Raio de arcos de circunferência
S Rotação do eixo-árvore
T Seleção de ferramenta
X Eixo linear x
Y Eixo linear y
Z Eixo linear z
*OBS:
as letras que mais utilizaremos inicialmente, em exemplos e atividades de
programação no torno CNC estão sinalizadas em vermelho.
FUNÇÕES ESPECIAIS
Função: O
Todo
programa ou sub-programa na
memória do CNC é identificado pela
função O.
O
“nome” do programa é definido pela letra “O” seguida de até 4 números.
Exemplo:
O0015
Função: N
Identifica
cada bloco (blocos são como as linhas de programação) do programa.
O
CNC lança automaticamente a identificação N à frente de cada bloco.
É
definido pela letra “N” seguida por números que geralmente aumentam de 10 em
10.
Exemplo: N10
Função: T
Informa
o número da ferramenta a ser utilizada.
O
número consiste na posição em que a ferramenta se encontra no magazine.
Após
definir o número da ferramenta o operador informa nas páginas especificas o seu
pré-set,
raio do inserto e geometria da ferramenta.
Exemplo: T0101
Função: F
Informa
o valor do avanço da ferramenta, que pode ser programado em mm/volta ou mm/min.
Exemplo: F0.2 (seria 0,2 mm/volta)
Função: S
Informa
o valor da velocidade de rotação do eixo-árvore (onde a peça é fixada).
Exemplo: S2000 (seria
2000 RPM)
FUNÇÕES PREPARATÓRIAS (G)
As
funções “G” definem à máquina o que fazer, preparando-a para executar um tipo
de operação.
São
responsáveis pelo controle da ferramenta de
corte nos
eixos de movimentação. As
funções preparatórias podem ser MODAIS ou NÃO
MODAIS.
MODAIS: uma
vez programadas permanecem na memória do comando, valendo para todos os blocos
posteriores, a menos que modificados por outra função ou a mesma.
NÃO MODAIS: todas
as vezes que requeridas, devem ser programadas, ou seja, são válidas somente no
bloco que as contém.
*OBS: A seguir serão exibidas as
funções “G” que mais utilizaremos em exemplos e atividades inicialmente.
G00 Posicionamento
rápido
Os
eixos movem-se para o ponto programado
com a
maior velocidade de
avanço disponível na máquina e pelo menor
trajeto
possível.
É
uma função modal e
cancela as funções G01, G02, G03.
OBS: Nunca utilizar essa função quando a
ferramenta estiver em contato com a peça.
G01 Interpolação
linear
Interpolação é o
controle do trajeto da ferramenta.
Os
eixos movem-se para o ponto programado de forma linear (em
qualquer ângulo), com um avanço (F) pré-definido pelo
programador.
É
uma função modal e
cancela as funções G00, G02, G03.
G02 Interpolação
circular sentido horário
Os
eixos movem-se para o ponto programado de forma circular em sentido
horário de
giro.
Formando
um arco com raio (R) pré-definido pelo
programador.
É
uma função modal e
cancela as funções G00, G01, G03.


G03 Interpolação
circular sentido anti-horário
Os
eixos movem-se para o ponto programado de forma circular em sentido
anti-horário de
giro.
Formando
um arco com raio (R) pré-definido pelo
programador.
É
uma função modal e
cancela as funções G00, G01, G03.


G20 Programação
em polegadas
Referência
de unidade de medidas utilizada (em polegadas).
G21 Programação
em milímetros
Referência
de unidade de medidas utilizada (em milímetros).
G40 Cancela
compensação do raio da ferramenta
Quando
o contorno de uma peça é programado com os pontos conforme medidas dos
desenhos, ocorrem desvios de medidas.
Estes desvios são provocados pelo raio de corte da ferramenta.

Quanto maior for o raio, maior será a deformação de medidas.
A
interferência dos desvios na usinagem depende das tolerâncias dimensionais da
peça.
A
função G40 cancela essa
compensação.
G41 Compensação
de raio da ferramenta à esquerda


G42 Compensação
de raio da ferramenta à direita
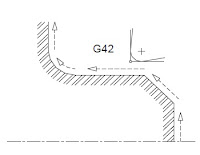

Para
compensar os desvios de medida à esquerda ou à direita, deve-se observar o
sentido de corte da ferramenta.
G53 Ativa
zero-máquina
A
função cancela o zero-peça como referência e passa a utilizar o zero-máquina.
É
uma função não
modal.
G54 Ativa
zero-peça
As
funções de G54 a G59
ativam o sistema de referência zero-peça pré-definido
pelo programador.
É
uma função modal.
G90 Programação
em Coordenadas Absoluta
Define
o sistema de coordenadas usado na programação (absoluta).
G91 Programação
em Coordenadas Incrementais
Define
o sistema de coordenadas usado na programação (incremental).
G92 Rotação
máxima em RPM
Essa
função limita a máxima rotação do
eixo árvore da máquina, a uma velocidade
(S) pré-definida pelo
programador.
G94 Avanço
em mm/min
Define
que o avanço da ferramenta será informado em milímetros/minuto
G95 Avanço
em mm/rot
Define
que o avanço da ferramenta será informado em milímetros/rotação.
G96 Programação
em VC constante
Estabelece
programação em velocidade de corte constante,
onde o cálculo de rpm é pré-estabelecido pela função S.
É
uma função modal e
cancela G97.
G97 Programação
em RPM
Estabelece
programação em RPM, com velocidade pré-estabelecida
diretamente pela função S.
É
uma função modal e
cancela G96.
FUNÇÕES AUXILIARES (M)
As
funções “M” são responsáveis pelos outros movimentos
da máquina, que
não possuem relação com os eixos da ferramenta de corte.
Em
cada bloco pode ser programada apenas uma função auxiliar.
*OBS: A seguir serão exibidas as funções
“M” que mais utilizaremos em exemplos e atividades inicialmente.
M03 Rotação
do eixo-árvore em sentido horário
Essa
função liga a
rotação do eixo-árvore da máquina em sentido
horário.
M04 Rotação
do eixo-árvore em sentido anti-horário
Essa
função liga a
rotação do eixo-árvore da máquina em sentido
anti-horário.
M05 Desliga
rotação do eixo-árvore
Essa
função desliga a
rotação do eixo-árvore da máquina.
M06 Habilita
troca de ferramenta
Utilizamos
essa função quando é necessário trocar de ferramenta de corte durante o
processo de usinagem.
A
função é seguida pela definição da próxima ferramenta
(T).
M30 Fim
de programa
Estabelece
que o programa terminou.
Nenhum comentário:
Postar um comentário